- सब
- उत्पाद का नाम
- कीवर्ड
- उत्पाद मॉडल
- उत्पाद सारांश
- उत्पाद विवरण
- पूरा पाठ खोजें
 हिन्दी
हिन्दी

| पैरामीटर | मान |
|---|---|
| पॉवर-ऑन समय | लगभग 30 सेकंड |
| स्टील बार व्यास | 12मिमी - 16मिमी |
| खींचती हुई लंबाई | 30 मिमी - 35 मिमी |
| गर्म करने का समय | 10s - 15s |
| वोल्टेज | 380V या अनुकूलित |
| आवृत्ति | 50 हर्ट्ज या 60 हर्ट्ज |
| साँचे का प्रकार | चपटी बैंगनी तांबे की छड़, घंटी के आकार का साँचा |
| मशीन की शक्ति | 15 किलोवाट - 30 किलोवाट |
| ठंड का समय | 5 मिनट |
| अधिकतम स्टील बार की लंबाई | 2000 मिमी |
| दबाव बल | 50kN - 100kN |
| परिचालन तापमान | -10°C से 50°C |
| मशीन आयाम | 1500 मिमी x 800 मिमी x 1200 मिमी |
| वज़न | 600 किग्रा - 1200 किग्रा |
| संरक्षा विशेषताएं | अधिभार संरक्षण, आपातकालीन स्टॉप बटन |
टेंशनिंग के लिए लागत -कुशल इनलाइन हेडिंग मशीन एक विश्वसनीय और उच्च-प्रदर्शन समाधान है जो स्टील बार अपसेटिंग और टेंशनिंग अनुप्रयोगों के लिए डिज़ाइन किया गया है। यह मशीन निर्माण स्थलों के लिए आदर्श है, जिसमें स्टील बार के सिरों को सटीक आकार देने की आवश्यकता होती है, जिसमें ऐसी विशेषताएं हैं जो उत्पादकता बढ़ाती हैं और दीर्घकालिक स्थायित्व सुनिश्चित करती हैं।
15 किलोवाट से 30 किलोवाट की मजबूत मोटर द्वारा संचालित, यह स्टील बार के सिरों को गर्म करने और नरम करने के लिए इलेक्ट्रिक अपसेटिंग का उपयोग करता है, जिससे उच्च सटीकता के साथ लालटेन के आकार का गोल सिर बनता है। मशीन 380V या एक अनुकूलित वोल्टेज के वोल्टेज पर काम करती है, और विभिन्न परिचालन आवश्यकताओं को पूरा करने के लिए 50Hz और 60Hz दोनों आवृत्तियों का समर्थन करती है। मशीन के विशेष साँचे - सपाट बैंगनी तांबे की छड़ और घंटी के आकार का साँचा - केवल 10 से 15 सेकंड के हीटिंग समय के साथ, स्टील की सलाखों को प्रभावी ढंग से जकड़ने और आकार देने के लिए डिज़ाइन किए गए हैं।
12 मिमी से 16 मिमी की स्टील बार व्यास सीमा के साथ, मशीन 30 मिमी से 35 मिमी की लंबाई तक खींचने की अनुमति देती है। पावर-ऑन का समय आमतौर पर 30 सेकंड है, जो स्टील बार प्रसंस्करण में दक्षता सुनिश्चित करता है। मशीन विभिन्न वातावरणों में सुरक्षित और विश्वसनीय संचालन सुनिश्चित करने के लिए ओवरलोड सुरक्षा और एक आपातकालीन स्टॉप बटन जैसी सुरक्षा सुविधाओं से सुसज्जित है।
इसे हेवी-ड्यूटी अनुप्रयोगों के लिए बनाया गया है, जो 2000 मिमी लंबाई तक स्टील बार को संभालने और 50kN से 100kN तक दबाव बल लागू करने में सक्षम है। मशीन -10 डिग्री सेल्सियस और 50 डिग्री सेल्सियस के बीच तापमान में काम करती है और केवल 5 मिनट का ठंडा समय प्रदान करती है, जिससे उत्पादन के दौरान त्वरित बदलाव की अनुमति मिलती है।
चाहे आप बड़े पैमाने पर निर्माण परियोजनाओं या छोटे स्टील बार प्रसंस्करण कार्यों पर काम कर रहे हों, टेंशनिंग के लिए लागत-कुशल इनलाइन हेडिंग मशीन स्टील बार अपसेटिंग में सटीकता और दक्षता प्राप्त करने के लिए एक लागत प्रभावी समाधान प्रदान करती है।
आमतौर पर उपयोग किए जाने वाले इलेक्ट्रिक अपसेटिंग के साथ कोल्ड हेडिंग और हॉट हेडिंग दोनों विकल्प प्रदान करता है।
कुशल विद्युत अपसेटिंग के लिए लीवर-चालित बट वेल्डिंग मशीनों का उपयोग करता है।
दो विशेष साँचे से सुसज्जित: एक सपाट बैंगनी तांबे की छड़ और एक घंटी के आकार का साँचा।
स्टील बार के सिरों को गर्म और नरम करके लालटेन के आकार के गोल सिर बनाते हैं।
1. विद्युत अपसेटिंग का कार्य सिद्धांत
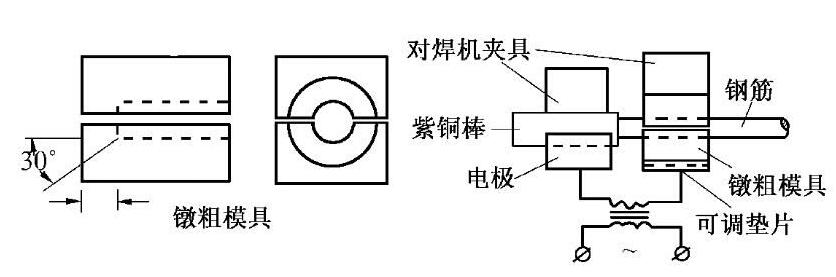
स्टील बार अपसेटिंग को कोल्ड हेडिंग और हॉट हेडिंग में विभाजित किया जा सकता है। वर्तमान में, निर्माण स्थल पर इलेक्ट्रिक अपसेटिंग विधि का आमतौर पर उपयोग किया जाता है। इलेक्ट्रिक अपसेटिंग आमतौर पर लीवर चालित बट वेल्डिंग मशीन पर की जाती है। इसका कार्य सिद्धांत है: वेल्डिंग मशीन के सक्रिय होने के बाद, स्टील बार के सिरे को गर्म किया जाता है और
बट वेल्डिंग मशीन के इलेक्ट्रोड के माध्यम से नरम किया जाता है, और शीर्ष को मोल्ड में दबाया जाता है, ताकि स्टील बार का अंत लालटेन के आकार का गोल सिर बना सके। लेकिन वेल्डिंग मशीन में आम तौर पर दो विशेष सांचे जुड़े होते हैं, एक सपाट बैंगनी तांबे की छड़ होती है; दूसरा सरिया को क्लैंप करने के लिए एक घंटी के आकार का साँचा है, जो इलेक्ट्रोड के रूप में कार्य करता है और सरिया के सिरे को मोटा करता है।
2. विद्युत अपसेटिंग के संचालन बिंदु
ऑपरेशन से पहले, बैंगनी कॉपर रॉड और अपसेटिंग डाई को बट वेल्डिंग मशीन पर स्थापित किया जाता है, स्टील बार के अपेटिंग सिरे को हटा दिए जाने के बाद, इसे डाई पर कैंप किया जाता है, ताकि स्टीलबार का अंतिम चेहरा कॉपर बार के संपर्क में रहे, और फिर हीटिंग के लिए बिजली कनेक्ट की जाती है। जब स्टील बार के सिरे में प्लास्टिसिटी आनी शुरू हो जाती है, तो दबाव तब तक लगाया जाता है जब तक कि वह आवश्यक आकार न बन जाए। ठंडा होने के बाद, अपसेटिंग को पूरा करने के लिए फिक्स्चर को हटा दिया जाता है।
3. स्टील बार के इलेक्ट्रोथर्मल अपसेटिंग के मुख्य पैरामीटर
पावर-ऑन का समय आम तौर पर 30s होता है, जब स्टील बार का व्यास 12 ~ 16 मिमी होता है, तो स्ट्रेचिंग की लंबाई 30 ~ 35 मिमी होती है।





















